최근 구강스캐너를 이용한 디지털 인상과 같은 3D데이터 채득이 보편화 되면서, 디자인 데이터만 있으면 보다 쉽게 보철물을 제조할 수 있는 3D프린터가 주목받고 있다. 하지만 3D프린터는 종류도 다양하고 명확한 기준이 없기 때문에 3D프린터의 도입 시 고민이 되는 부분이 많다. 자신의 용도에 맞게 3D프린터를 잘 선택해야 잘 활용할 수 있음은 물론이다. 3D프린터에 대한 기본지식과 도입 전 검토사항을 알아본다.
글 | 김성복(헵시바주식회사 이사)
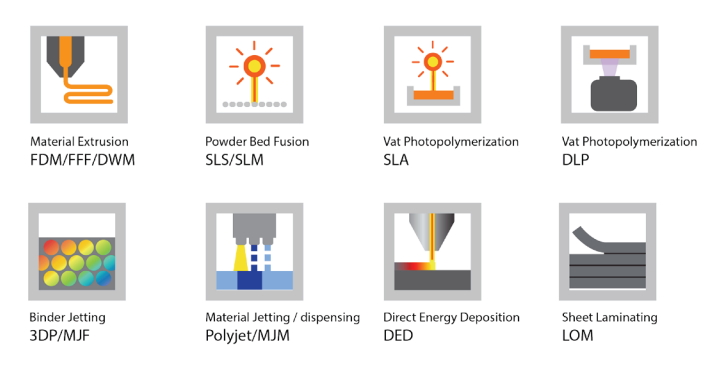
치과용 보철물 및 관련 용품을 만들 수 있는 3D프린터는 매우 다양하다. 하지만 실제 상업화에 성공하여 현장에서 쓰이는 장비는 그렇게 많지 않다. ‘IDS 2017’을 기준으로 상용화된 공정기술을 보면 가장 많은 모델이 출시된 방식이 ‘Vat Photo-polymerization’이다.
‘Vat Photo-polymerization’은 액상의 광경화 소재 혹은 광경화 소재가 포함된 복합물에 빛을 조사하여 고형화 하는 적층방식을 국제표준화에서 공식화한 명칭이다. 액상의 레진을 담아 프린팅을 할 수 있는 트레이(VAT)을 기본 구조로 하는데 DLP, SLA, LCD 방식이 여기에 해당된다. 치과계에서 구현되고 있는 ‘Vat Photo-polymerization’과 ‘Material Jetting(Polyjet, MJM)’ 방식의 특징은 다음과 같다.
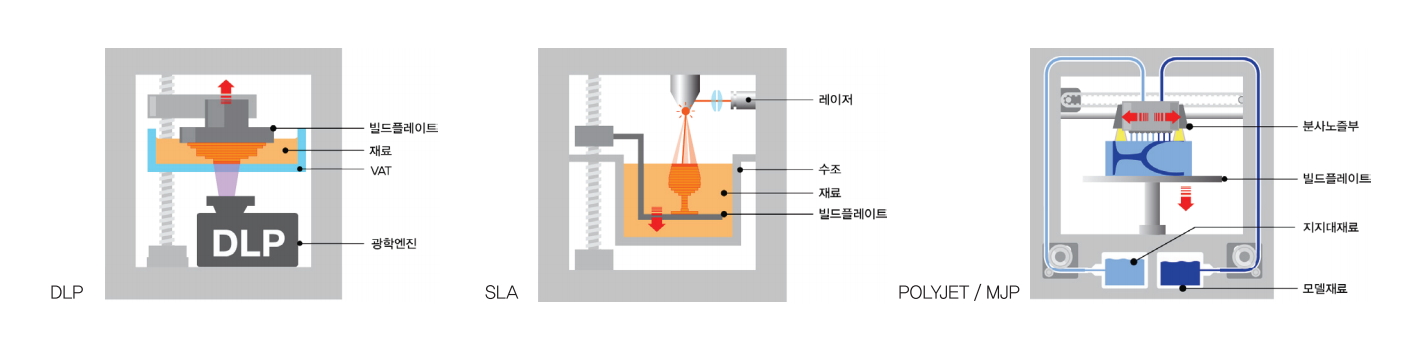
DLP(Digital Light Processing)
DLP방식의 일반적인 장점은 출력물의 개수와 상관없이 한꺼번에 층 전체가 고형화되기 때문에 비교적 출력시간이 빠르고 일정하다. 렌즈의 수차에 따른 광 에너지의 균일도가 정밀도에 영향을 준다. 일반적인 광 에너지의 편차는 5~10%에 이르지만 우리 눈으로는 구분이 어렵다. 하지만 3D프린팅에서는 품질에 큰 영향을 주기 때문에 디지털 마스킹으로 3~5%까지 편차를 줄여야 하는데, 측정 센서의 오차가 3~4%이기 때문에 어려움이 있다.
SLA(Stereo Lithography Appratus)
빛 조사에 레이저가 사용되며 레이저 점이 이동하는 패스에 따라 순차적으로 경화되는 방식이다. 갈바노 메타의 제어가 주된 기술이며 패스가 벡터라이징 되기 때문에 외형선이 깨끗하게 나올 수 있는 것이 장점이다. 하지만 출력물의 개수나 크기가 늘어날수록 패스 이동거리에 따라 출력시간이 길어진다는 것이 단점이다. 레이저 스팟의 초점과 크기가 정밀도에 영향을 주기 때문에 광학적 보정을 위한 F-Theta 렌즈의 사용이 필수적으로 요구된다.
Polyjet / MJP
치과 분야에서 빼 놓을 수 없는 공정기술 중 하나가 ‘Material Jetting’ 방식이다. 3D Systems사의 MJP와 Stratasys사의 Polyjet이 여기에 해당되는데 액상의 광중합 소재를 제트노즐로 분사해 자외선으로 경화시켜 적층하는 방식이다. 투명교정 장치의 시작과 함께 대중적으로 사용되어왔고, 임시 치아나 수술 가이드 등 인증된 다양한 소재들이 잘 준비되어 있다. DLP나 SLA 방식에서 다소 어려운 덴처 프레임의 제작도 용이하다.
여러 가지 기술 방식이 있지만, 그러나 모든 방식에서 완벽한 3D프린팅은 없다. 각 방식별 장단점이 존재하기 때문에 내가 적용하려는 부분에 잘 맞는다면 충분히 가치가 있다. 여러 가지 보철물을 제작하는 치과기공소의 경우 모델과 주조패턴을 기본으로 하고 수술가이드나 스프린트까지 전 영역을 커버할 수 있는 3D프린터가 필요할 것이다. 그러나 일반적인 규모의 치과라면 저렴한 비용으로도 소기의 목적을 충분히 달성할 수 있다. 먼저 어느 정도의 영역을 커버할지 어떤 소재를 사용할 것인지가 중요하다. 간단하고 빠르게 임시치아만 만든다면 굳이 모든 소재가 다 되는 고가의 3D프린터를 구매할 필요가 없는 것이다.
투명교정을 위해 모델 출력을 한다면, 필요한 양에 따라 저가의 FFF 방식부터 중가의 DLP를 거쳐, 그리고 전문 투명교정장치 제작 기업이라면 고가의 산업용 SLA 방식까지 생각해 볼 수 있다.
중소규모의 치과라면 치아 모델과 임시치아, 서지컬 가이드 등이 가장 활용성 높은 항목이다. 일반 모델 및 교정용 모델은 소재의 수축이 적고 일정 수준의 강도가 요구되며 시인성과 색상이 중요하다. 특히 교정모델의 경우 출력물과 데이터 간 최소 85~90%의 데이터 정합이 요구된다.
임시치아는 전통적 제작 방법을 기준으로는 200MPa 정도의 굴곡강도를 가져야 하지만, 아직 3D프린터 소재는 이에 못 미치는 것으로 알려져 있다. 강도와 함께 중요한 것이 내마모성도 중요한 기준이다.
서지컬 가이드는 투명성을 유지하면서도 높은 수준의 치수적 진도가 요구된다. 일반적으로 투명 소재는 광 투과와 산란에 의한 Growth로 인해 예상치 못한 치수 변화가 발생하게 된다. 특히 메탈 슬리브 삽입 시 출력된 위치별로 끼워 맞춤 정도가 차이가 날 수 있기 때문에 확인이 필요하다. 또, 드릴용 홀 공차에서는 XY 좌표 오차보다 각도 오차가 중요하기 때문에 이를 확인해 볼 필요가 있다.

주조 패턴의 경우는 급 소환이 가능하며 기존 Wax 소환조건과 동일하게 쓸 수 있다면 가장 좋다. 요구되는 특성으로는 소환 시 팽창률이 낮아야 크랙이 없으며, 소환 후 잔여물이 낮을수록 좋다.(0.05%이하) 출력 상태에서도 일정 수준의 강성을 유지해야 주조 후 변형이나 뒤틀림이 적게 된다. 샘플을 통한 최종 캐스팅을 통해 적합과 마진을 살펴볼 필요가 있다.
재료는 사용전에 잘 흔들어 주고, 사용온도를 지켜 주어야 원하는 특성을 얻을 수 있다. 특히 추운 겨울에 난방이 안 된 이른 시간에는 출력 실패가 많을 수 있기 때문에 실내온도가 충분히 올라갔을 때 출력을 하는 것이 좋다.
후경화기도 매우 중요한 요소다. 일반적으로 광경화 소재의 3D프린팅은 후 경화를 필요로 하는데, 3D프린팅 시 의도적으로 덜 경화를 시키게 된다. 이는 층간 결합력을 높이고 적층 가공의 단점인 이방성을 줄이기 위해서 출력 후에 다시 경화를 하게 된다. 후 경화에서 재료의 최종 물적 특성이 결정되는데, 2등급 소재의 경우엔 생적합 특성을 구현하기 위해서 후 경화가 필수적이다.

